
温馨提示:如果您是高分子行业相关产业链,如塑料,弹性体,橡胶,模具,鞋材,3D打印耗材,塑料包装,PP、PE期货、钙粉,白油,抗氧剂等助剂行业从业者,请点击标题下面的“艾邦高分子”进行关注
(一)TPE排气设计:
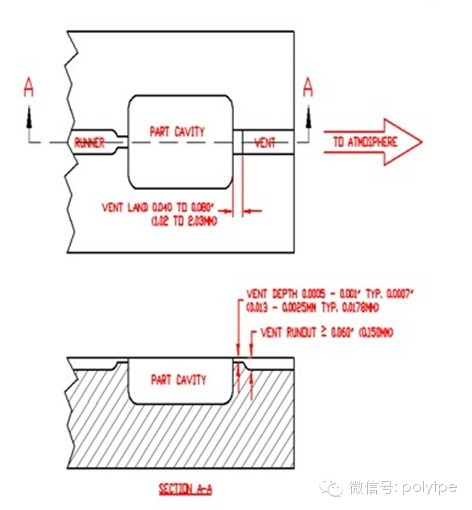
设计排气的目的是能顺利导出模具内气体从而避免产品表面发生困气的问题
排气需设计在胶料流动末端或者模具分型面
TPE排气槽深度0.01~0.025mm,一般情况下,包胶力降低表示包胶区域存在困气问题
包覆成型时,有时需在基板上设计增加排气孔
(以上参考:polyone)
(二)背景知识:
1排气槽的作用与设计
1.1排气槽的作用
排气槽的作用主要有两点。一是在注射熔融物料时�
(一)TPE排气设计:
设计排气的目的是能顺利导出模具内气体从而避免产品表面发生困气的问题
排气需设计在胶料流动末端或者模具分型面
TPE排气槽深度0.01~0.025mm,一般情况下,包胶力降低表示包胶区域存在困气问题
包覆成型时,有时需在基板上设计增加排气孔
(以上参考:polyone)
(二)背景知识:
1排气槽的作用与设计
1.1排气槽的作用
排气槽的作用主要有两点。一是在注射熔融物料时�