
温馨提示:如果您是高分子行业相关产业链,如塑料,弹性体,橡胶,模具,鞋材,3D打印耗材,塑料包装,PP、PE期货、钙粉,白油,抗氧剂等助剂行业从业者,请点击标题下面的“艾邦高分子”进行关注
(一)TPE包覆成型产品的长度取决于材料的熔融温度
为获得优异的包胶性能,建议产品设计的流长比控制在80~120
产品流长比超过150,建议增加进点,建议TPE的包胶厚度大于1mm,否则将影响包胶性能,如果TPE包胶厚度较薄,建议增加机械机构(参考:polyone)
(二)背景知识:
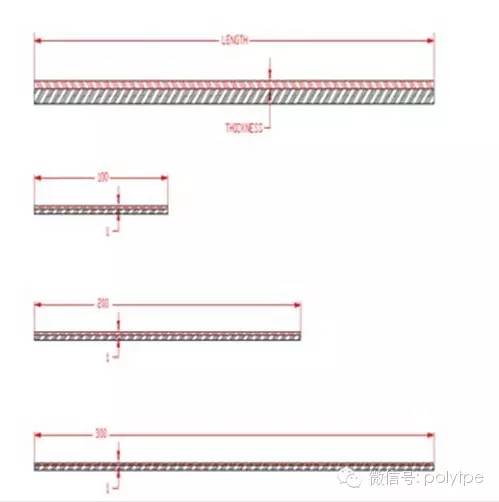
流长比:熔料从喷嘴出口处流至制品最远距离L与制品壁厚H之比
流动比是指塑料熔体在模具中进行最长距离流动时,其各段料流通道及�
(一)TPE包覆成型产品的长度取决于材料的熔融温度
为获得优异的包胶性能,建议产品设计的流长比控制在80~120
产品流长比超过150,建议增加进点,建议TPE的包胶厚度大于1mm,否则将影响包胶性能,如果TPE包胶厚度较薄,建议增加机械机构(参考:polyone)
(二)背景知识:
流长比:熔料从喷嘴出口处流至制品最远距离L与制品壁厚H之比
流动比是指塑料熔体在模具中进行最长距离流动时,其各段料流通道及�